Sパラメータ請負測定の概要
正確なSパラメータの請負測定や、測定ノウハウを伝承する技術コンサルティングなど様々なソリューションサービスを用意しております。
Sパラメータ測定結果が正しいかどうか不安…
 「自分たちのやっているSパラメータ測定結果が正しいかどうか不安」…という声を多く聞きます。
「自分たちのやっているSパラメータ測定結果が正しいかどうか不安」…という声を多く聞きます。
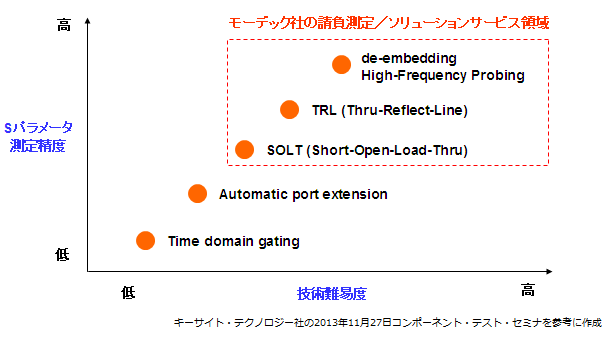
Sパラメータ測定精度の検証は技術的難易度が非常に高くなるため、対応できる企業はとても少ないのが現状です。モーデックは、創業以来培ってきた高度な測定技術と豊富な実績を基に、Sパラメータの測定請負のみならず、Sパラメータ精度検証も含めたきめ細かい測定ソリューションを提供しています。Sパラメータの測定精度(被測定物のSパラメータ真値)は、下図に示すように、手法によって変わってきます。
いくら性能の良い測定器を使用しても、キャリブレーション手法やキャリブレーションによって確定される基準面から被測定物までの影響を除去する手法によってSパラメータ値が変動することになります。その変動量は、周波数が高くなるほど大きくなってしまいます。
- ベクトルネットワークアナライザの測定原理を熟知したエンジニア
- SOLT / TRLキャリブレーションなどの原理を熟知したエンジニア
- AFR (Auto Fixture Removal) を含む最適なDe-embedding手法
- 高周波治具やレイアウトパターン設計技術
- 高周波プロービング技術
- 最大110GHzまでのミリ波測定技術
- 業界標準のキーサイト・テクノロジー社製PNA-X (差動対応、最大110GHz)
- どのような角度からでも測定可能な高周波対応全方位プローバー
技術難易度の高い正確なSパラメータ測定手法
コネクタが装着されたボード上に被測定物が搭載されている場合、同軸キャリブレーションキットで確定した基準面から被測定物の基準面までの影響を除去する際の誤差要因としては
(1) コネクタ高周波電気特性の一致度
(2) コネクタ装着部の高周波電気特性の一致度
(3) コネクタ装着部から被測定物までの基板特性の一致度(必要に応じて対称性)
が存在します。
洗練された治具では、このような誤差要因が最小になるように作成されますが、一般ユーザーがこれらの誤差を最小に抑えるには、かなりの知識・経験を必要とし、時間と費用もかかります。また誤差が最小限に抑えれたかどうかの客観的検証も一般ユーザーには難しいものです。
高周波プロービング / De-embedding技術による正確なSパラメータ測定手法
コネクタ及び装着部の電気的再現性や一致度、コネクタ装着部から被測定物の基準面までの誤差要因を取り除く最適な手段として、「高周波プロービング技術」「AFR(Auto Fixture Removal) を含む最適なDe-embedding手法」を推奨しています。
高周波プロービング技術
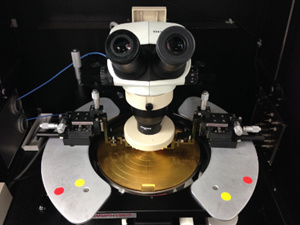
高周波プロービング技術を適用するためには、専用の設備が必要となります。
設備の稼働率や投資効果を考えると、必要な場合のみ、測定サービスを外部委託した方がトータルコストを抑えられるケースがあります。
そのような場合には、ぜひ当社請負測定サービスをご活用ください。
被測定物が縦構造などの場合には、全方位プローバーを使用し、余分な配線引き回しをすることなく正確な高周波測定が可能です。
AFR (Auto Fixture Removal) を含む最適なDe-embedding手法
高周波プローブのわずかなパッド電極部電気特性の除去は、OPEN / SHORT / THRUを使用した伝統的なDe-embedding手法で可能となります。
また必要に応じて、冶具の高精度モデリングおよび下記のAFR手法を適用することも可能です。
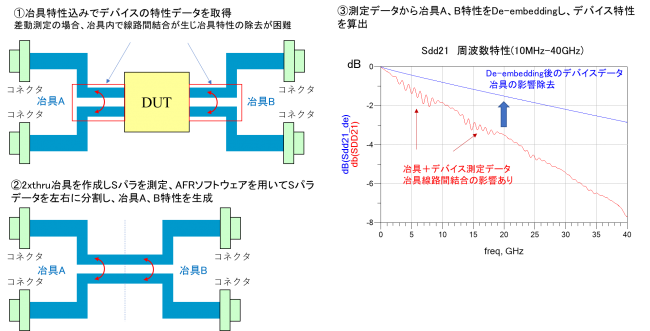
(Keysight社製AFRソフトウェアを用いたDe-embedding手法)
上記以外のサービスでも、正確なSパラメータを測定することでお困りのことがございましたらお気軽にお問い合わせください。単なる請負測定に限らず、ノウハウを伝承する技術コンサルティングなど様々なソリューションサービスを用意しております。
